- Znaczenie poprawności modelu rozkładu statystycznego w wysoko zdolnych procesach
Czy właściwy dobór modelu rozkładu statystycznego w procesie o wysokiej zdolności ma znaczenie z punktu widzenia oceny ryzyka w procesie produkcyjnym? Przedstawiamy kilka praktycznych wskazówek.
- Czym się różni VDA5 i jakie są konsekwencje jego wdrożenia?
Wszystkich spieszących pisać komentarz, jakiż to niegramatyczny tytuł, uprzedzam, że jest on nawiązaniem do abstrakcyjnego żartu zaczynającego się pytaniem „czym…
- Audytowanie analizy PFMEA w praktyce
Zagadnienie audytowania jakiegokolwiek procesu lub dokumentu jest zwykle bardzo obszerne i skomplikowane, nie jest to coś, czego można nauczyć się…
- Gra w „Monopoly” a cele organizacji
Czy graliście kiedyś w „Monopoly”? Czy wiecie, że gra w nią świetnie oddaje różnicę pomiędzy „Róbmy Pieniądze” a „Weźmy Wypłatę”?…
- Czego zarządzający mogą się nauczyć z eksperymentu w Robber’s Cave?
Przeczytałem ostatnio książkę Alana Portera „Psychologia” i znalazłem w niej opis jednego z eksperymentów psychologicznych, który przypomniał mi sytuacje spotykane…
- Zdolność krótkoterminowa czy długoterminowa?
Praktycznie każdy dostawca w przemyśle motoryzacyjnym wyznacza wskaźnikami zdolności, a całkiem spora grupa rozumie skąd się biorą i co oznaczają.…
- Czym jest analiza FMEA?
Analiza ryzyka staje się coraz powszechniej stosowanym narzędziem w systemach zarządzania jakością. Dobrze przeprowadzona i utrzymywana pozwala zminimalizować koszty złej…
- Praktyczne aspekty wdrożenia systemu IATF 16949:2016
Bogacenie się społeczeństw, technicyzacja, automatyzacja i komputeryzacja wywołują gwałtowny skok z jednej strony produktywności z drugiej zaś potrzeby nowego spojrzenia…
- Zmienny przedział tolerancji a zdolność procesu
Firmy TorqSmooth Transmissions oraz Aluminium Parts toczą spór w kwestii reklamacji jakościowych dotyczących pierwszej wyprodukowanej partii wyrobów, będących korpusami mechanizmu różnicowego AWD nowej przekładni…
- Wdrażanie systemu zarządzania środowiskiem – studium przypadku
Kiedy firma Classen-Pol S.A. zwróciła się do nas o przygotowanie oferty na wdrożenie Systemu Zarządzania Środowiskowego zgodnego z normą PN-EN…
- Tolerowanie łączące wymagania funkcjonalne i ekonomiczne
W nowej normie ISO 2692:2006 zdefiniowano wymaganie maksimum materiału, wymaganie minimum materiału oraz wymaganie wzajemności. Umiejętne zastosowanie tych wymagań…
- Wiedza na kartki – konsultacje online
Rok 2020 wydaje się nam dzisiaj czasem niepewności. Jednak za kilka lat będziemy postrzegali obecne wydarzenia jako czas zmian. Każda…
- Stosowanie zalecanych granic kontrolnych na kartach SPC w wysoko zdolnych procesach
Podstawowym kryterium oceny stabilności procesu na kartach XR, XS czy też I-MR jest obserwacja przekroczeń granic kontrolnych (ang. control limits), nazywanych…
- Procesy jakościowe w procesie wytwarzania
Jedną z podstawowych zasad, którą stosuję w pracy z zespołami, jest ustalenie, czy pojęcia których używamy, rozumiemy w podobny sposób.…
- Error-proofing czy mistake-proofing? Podstawowe pojęcia w analizie FMEA
Pojęcia takie jak error-proofing, mistake-proofing czy poka-yoke są powszechnie używane w języku przemysłu motoryzacyjnego. Gdy mowa jest o błędach występujących…
- Metrologia z zastosowaniem skanerów 3D
Współrzędnościowa technika pomiarowa, w odniesieniu do tradycyjnych przyrządów pomiarowych zyskuje przede wszystkim dzięki uniwersalności zastosowania oraz wizualizacji wyniku pomiaru. Maszyny…
- Logistic FMEA – trzeba czy można?
FMEA (Failure Mode and Effects Analysis) czyli analiza rodzajów błędów oraz ich skutków polega na analitycznym ustalania związków przyczynowo-skutkowych powstawania…
- Charakterystyki specjalne czyli jakie?
Temat charakterystyk specjalnych wraca do mnie jak bumerang na każdym szkoleniu. Jest to jeden z tych zwrotów, których wszyscy używają,…
- Interpretacja współczynnika %GR&R w odniesieniu do zmienności pomiaru i przedziału tolerancji
Jednym z celów badań MSA jest wyznaczenie współczynnika %GR&R i porównanie go z kryteriami akceptacji, definiowanymi przez podręcznik AIAG MSA…
- Audyt produktu – teoria a praktyka
Według wielu publikacji i podręczników dostępnych na rynku audyt produktu stanowi narzędzie do niezależnej oceny wyrobu z punktu widzenia klienta.…
- Wyzwania przy tworzeniu FMEA wynikające z połączenia AIAG i VDA
Po rewolucji związanej z audytami przejścia na IATF 16949:2016, w branży motoryzacyjnej szykuje się kolejne BUMM, którym będzie połączenie dotychczas…
- Przegląd zarządzania według IATF 16949 – podsumowanie działania systemu zarządzania jakością
Ze względu na duże zainteresowanie poprzednim artykułem z tej tematyki oraz uwzględniając fakt, że w nowym standardzie IATF 16949 wprowadzono dość istotne…
- Co to jest część TLD w wymaganiach Grupy VW?
Czy analizując rysunki klientów Grupy VW zastanawiałeś się, co oznacza skrót TLD widoczny w tabelce w prawym dolnym rogu? Jeśli…
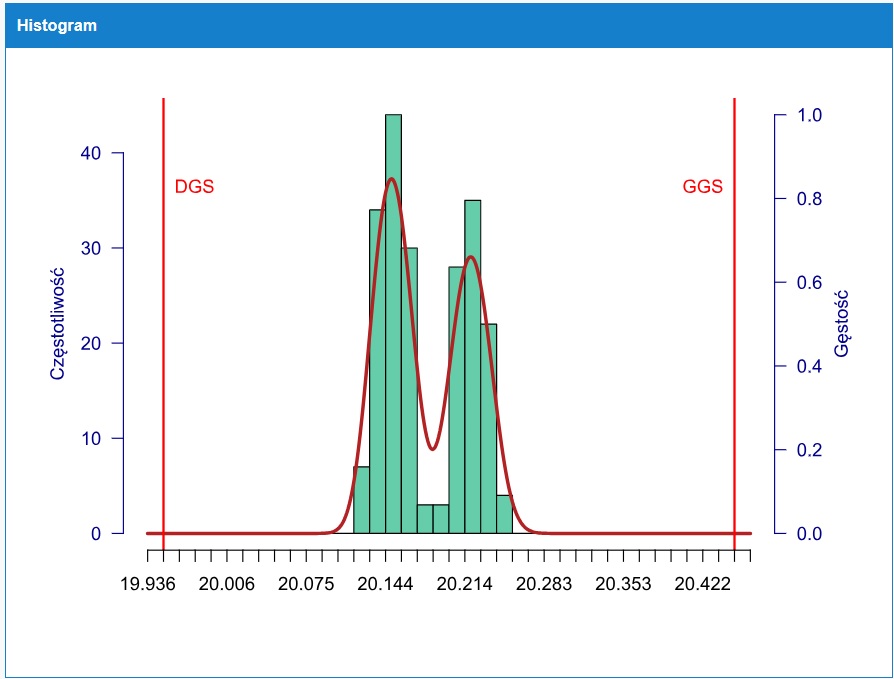
- Zdolności i wydajność procesu a model rozkładu statystycznego
W przemyśle motoryzacyjnym i nie tylko dosyć powszechne jest wyznaczanie zdolności procesowych za pomocą arkuszy kalkulacyjnych. Najczęściej, choć z moich…
- Kaizen personalny – czyli jak zwiększyć swoją produktywność
W życiu tak dużo tracimy, marnotrawimy… Tracimy czas (zasób nieodnawialny), pieniądze, inne zasoby materialne, przyjaciół… A przecież wcale tak nie…
- Wymagania wobec audytorów wewnętrznych według IATF 16949:2016
Nowe wydanie normy dla motoryzacji IATF16949:2016 w znaczący sposób zmienia podejście do kompetencji audytorów wewnętrznych. Wymagania te zostały opisane w…
- Karty kontrolne Shewarta – przeżytek, czy narzędzie przyszłości?
Mówiąc o kartach kontrolnych zwykle mamy na myśli papierowe arkusze, opracowane przed prawie wiekiem przez Waltera A. Shewarta. Jednak mimo upływu…
- Pomiar twardości w praktyce
W cyklu produkcyjnym wykonywane są różne czynności kontrolne, począwszy od pomiarów geometrii, przez próby wytrzymałościowe etc. Jednym z takich pomiarów…
- Obliczanie granic interwencji na karcie XR – praktyczne problemy i propozycje rozwiązań
Z powodów historycznych podstawowym narzędziem do gromadzenia danych i rysowania wykresów w koncepcji Shewarta była kartka papieru. Do dzisiaj zresztą…
- DoE – design of experiment, czyli co steruje moim procesem
W przemyśle motoryzacyjnym jest stosowanych wiele narzędzi rozwiązywania problemów jakościowych. Każde z nich ma swój najlepszy obszar zastosowań. Występują również zróżnicowane…
- Przegląd zarządzania – podsumowanie działania systemu zarządzania jakością
Dzieląc się swoimi kilkunastoletnimi doświadczeniami audytorskimi mogę śmiało stwierdzić, że przegląd zarządzania, który w zamierzeniach twórców normy powinien być kluczowym…
- Liczność podgrup i częstotliwość próbkowania w statystycznym sterowaniu procesami
Statystyczne sterowanie procesem nie może ograniczać się do jednorazowej oceny jego zdolności na początku produkcji seryjnej (co niestety często ma…
- Nadzór nad maszynami współrzędnościowymi CMM
Bez względu na pochodzenie takiej maszyny należy ją, tak jak każde inne wyposażenie biorące udział w procesach pomiarowych, nadzorować. Wynika…
- Przygotowanie badania Gage R&R – 10 praktycznych porad
Celem analizy Gage R&R (GRR) jest poznanie zmienności systemu pomiarowego w stosunku do tolerancji lub do zmienności procesu. Innymi słowy,…
- Wzorcować samodzielnie czy zlecać?
Każda organizacja posiadająca certyfikat ISO/TS 16949 powinna określić rodzaje monitorowania i pomiarów, które będzie realizować, a także zdefiniować odpowiednie wyposażenie,…
- Znajomość podstawowych pojęć statystycznych w firmie motoryzacyjnej
Punkt 8.1.2 specyfikacji ISO/TS 16949 spędza sen z oczu wielu menadżerom. Zgodnie z zawartym tam sformułowaniem, które w wolnym tłumaczeniu brzmi:…
- Współczynniki zdolności procesu dla jednostronnych granic specyfikacji
Zasady wyznaczania współczynników zdolności i wydajności procesu (Pp, Ppk oraz Cp, Cpk) w przypadku charakterystyk o dwustronnych granicach specyfikacji jest…
- Porównanie współczynników zdolności Cp, Cpk oraz Pp, Ppk
Jednym z najważniejszych aspektów związanych ze statystycznym sterowaniem procesami (SPC) jest konieczność wyznaczania współczynników zdolności. Współczynniki te są pogrupowane parami –…
- Pełnomocnik PSB do spraw bezpieczeństwa wyrobu – nowe wymaganie grupy VW
Dostawcy motoryzacyjni produkujący dla grupy VW w minionym roku coraz częściej zaczęli otrzymywać list o konieczności powołania tzw. pełnomocnika do…
- Porównanie VDA 5 oraz MSA – podejście do oceny systemów pomiarowych
Wymagania specyficzne klientów, zwane popularnie CSR-ami są utrapieniem wielu firm motoryzacyjnych, zwłaszcza współpracujących z klientami OEM (producentami samochodów) z różnych…
- Statystyczne sterowanie procesem SPC w teorii i praktyce wymagań przemysłu motoryzacyjnego
Wśród naszych klientów często powtarza się pytanie, które w skrócie można by sformułować:czy punkt 8.1.1 z specyfikacji ISO/TS 16949 należy…
- Wpływ wielkości próbki na ocenę zdolności procesu (Cp, Cpk)
„Jak duża musi być próbka, aby ocenić zdolność procesu?” Ta kwestia nieustannie jest podnoszona przez uczestników szkoleń z SPC oraz…
- Poczuj PISMOEA nosem, czyli elementy systemu pomiarowego
Zanim zaczniesz czytać ten artykuł, proponuję krótką przechadzkę po własnym zakładzie i przeprowadzenie mini-ankiety. Zadawaj tylko jedno proste pytanie: „Co…
- Ocena organoleptycznych systemów pomiarowych metodą kappa
Analiza systemu pomiarowego dla cech ciągłych jest tematem dosyć dobrze zidentyfikowanym i utrwalonym w systemach zarządzania jakością. W przypadku systemów…
- Interpretacja współczynników zdolności procesu Cp i Cpk
Potrzeba badania współczynników zdolności procesu jest w przemyśle motoryzacyjnym powszechnie znana. Typowym wymaganiem klienta jest, aby dostawca osiągał pewne minimalne poziomy zdolności procesu…
- Wymagania klientów jako kluczowy element systemu zarządzania jakością
Minęło już kilka lat odkąd napisałam swój pierwszy artykuł związany ze specyficznymi wymaganiami klientów, zatytułowany Nie taki klient straszny jak…
- Poka yoke, czyli systemy odporne na błędy
O czym myślisz kiedy kierujesz samochodem? Czy przez cały czas jesteś skupiony na prowadzeniu samochodu i bacznie zwracasz uwagę na…
- Dobór sprzętu pomiarowego – pułapki zasady 1 do 10
Jednym z podstawowych kryteriów doboru sprzętu pomiarowego do mierzonej charakterystyki jest stosowanie zasady „1 do 10”. Stwierdza ona, że rozdzielczość…
- Mało znane systemy zarządzania – certyfikat kontroli pochodzenia produktu FSC
Wielu z nas, po ciężko przepracowanym tygodniu szuka spokoju i wyciszenia od problemów w pracy i życiu codziennym. Wsiadamy w…
- Przywództwo hierarchiczne czy rozproszone
Wraz ze wzrostem wymagań klientów wobec swoich dostawców, rosną także oczekiwania pracodawców w stosunku do kwalifikacji pracowników. Z drugiej strony,…
- Wdrażanie podejścia procesowego w przedsiębiorstwie
Z podejściem procesowym jest trochę tak jak z czarnymi dziurami. Wszyscy wiedzą, że istnieją, nikt ich jednak nie widział na…
- Opis problemu w metodyce Global 8D
Opis problemu, w metodyce Global 8D zwykle realizowany w kroku 2, jest jednym z kluczowych etapów w procesie rozwiązywania problemów.…
- Wykorzystanie maszyny CMM do weryfikacji badania GRR
Analiza systemów pomiarowych MSA (ang. Measurement System Analysis) to dziedzina zajmująca się systemami pomiarowymi. Kluczową kwestią jest zauważenie faktu, że…
- Customer Specific Requirements, czyli nie taki klient straszny, jak go malują
Twoja organizacja właśnie otrzymała List Nominacyjny świadczący o wyborze jej do współpracy przy nowym projekcie. Ty – jako jedna z…




 Czy właściwy dobór modelu rozkładu statystycznego w procesie o wysokiej zdolności ma znaczenie z punktu widzenia oceny ryzyka w procesie produkcyjnym? Przedstawiamy kilka praktycznych wskazówek.
Czy właściwy dobór modelu rozkładu statystycznego w procesie o wysokiej zdolności ma znaczenie z punktu widzenia oceny ryzyka w procesie produkcyjnym? Przedstawiamy kilka praktycznych wskazówek.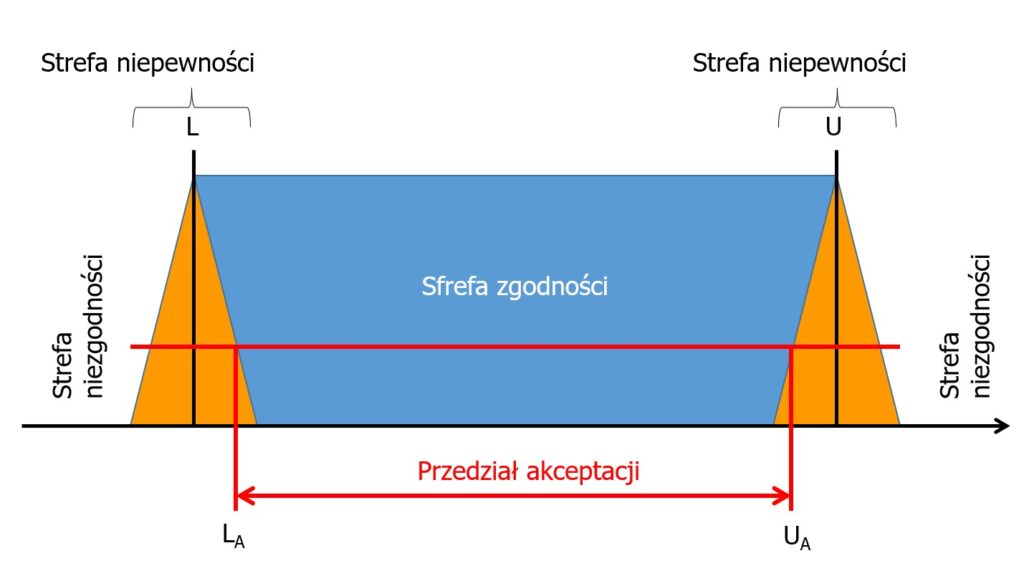 Wszystkich spieszących pisać komentarz, jakiż to niegramatyczny tytuł, uprzedzam, że jest on nawiązaniem do abstrakcyjnego żartu zaczynającego się pytaniem „czym…
Wszystkich spieszących pisać komentarz, jakiż to niegramatyczny tytuł, uprzedzam, że jest on nawiązaniem do abstrakcyjnego żartu zaczynającego się pytaniem „czym… Zagadnienie audytowania jakiegokolwiek procesu lub dokumentu jest zwykle bardzo obszerne i skomplikowane, nie jest to coś, czego można nauczyć się…
Zagadnienie audytowania jakiegokolwiek procesu lub dokumentu jest zwykle bardzo obszerne i skomplikowane, nie jest to coś, czego można nauczyć się… Czy graliście kiedyś w „Monopoly”? Czy wiecie, że gra w nią świetnie oddaje różnicę pomiędzy „Róbmy Pieniądze” a „Weźmy Wypłatę”?…
Czy graliście kiedyś w „Monopoly”? Czy wiecie, że gra w nią świetnie oddaje różnicę pomiędzy „Róbmy Pieniądze” a „Weźmy Wypłatę”?… Przeczytałem ostatnio książkę Alana Portera „Psychologia” i znalazłem w niej opis jednego z eksperymentów psychologicznych, który przypomniał mi sytuacje spotykane…
Przeczytałem ostatnio książkę Alana Portera „Psychologia” i znalazłem w niej opis jednego z eksperymentów psychologicznych, który przypomniał mi sytuacje spotykane…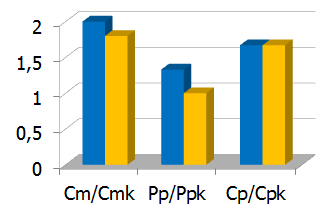 Praktycznie każdy dostawca w przemyśle motoryzacyjnym wyznacza wskaźnikami zdolności, a całkiem spora grupa rozumie skąd się biorą i co oznaczają.…
Praktycznie każdy dostawca w przemyśle motoryzacyjnym wyznacza wskaźnikami zdolności, a całkiem spora grupa rozumie skąd się biorą i co oznaczają.… Analiza ryzyka staje się coraz powszechniej stosowanym narzędziem w systemach zarządzania jakością. Dobrze przeprowadzona i utrzymywana pozwala zminimalizować koszty złej…
Analiza ryzyka staje się coraz powszechniej stosowanym narzędziem w systemach zarządzania jakością. Dobrze przeprowadzona i utrzymywana pozwala zminimalizować koszty złej… Bogacenie się społeczeństw, technicyzacja, automatyzacja i komputeryzacja wywołują gwałtowny skok z jednej strony produktywności z drugiej zaś potrzeby nowego spojrzenia…
Bogacenie się społeczeństw, technicyzacja, automatyzacja i komputeryzacja wywołują gwałtowny skok z jednej strony produktywności z drugiej zaś potrzeby nowego spojrzenia…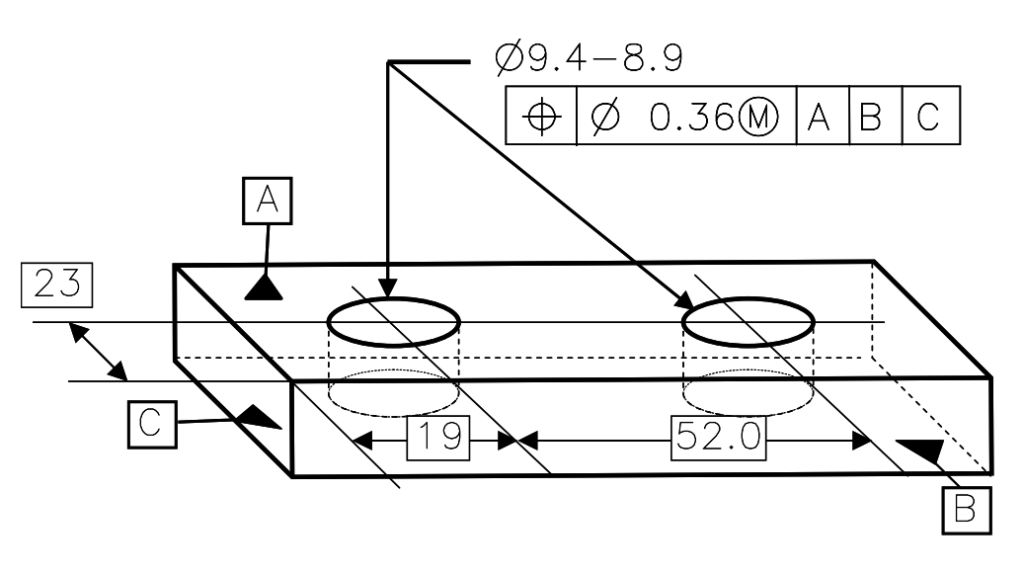 Firmy TorqSmooth Transmissions oraz Aluminium Parts toczą spór w kwestii reklamacji jakościowych dotyczących pierwszej wyprodukowanej partii wyrobów, będących korpusami mechanizmu różnicowego AWD nowej przekładni…
Firmy TorqSmooth Transmissions oraz Aluminium Parts toczą spór w kwestii reklamacji jakościowych dotyczących pierwszej wyprodukowanej partii wyrobów, będących korpusami mechanizmu różnicowego AWD nowej przekładni… Kiedy firma Classen-Pol S.A. zwróciła się do nas o przygotowanie oferty na wdrożenie Systemu Zarządzania Środowiskowego zgodnego z normą PN-EN…
Kiedy firma Classen-Pol S.A. zwróciła się do nas o przygotowanie oferty na wdrożenie Systemu Zarządzania Środowiskowego zgodnego z normą PN-EN… W nowej normie ISO 2692:2006 zdefiniowano wymaganie maksimum materiału, wymaganie minimum materiału oraz wymaganie wzajemności. Umiejętne zastosowanie tych wymagań…
W nowej normie ISO 2692:2006 zdefiniowano wymaganie maksimum materiału, wymaganie minimum materiału oraz wymaganie wzajemności. Umiejętne zastosowanie tych wymagań… Rok 2020 wydaje się nam dzisiaj czasem niepewności. Jednak za kilka lat będziemy postrzegali obecne wydarzenia jako czas zmian. Każda…
Rok 2020 wydaje się nam dzisiaj czasem niepewności. Jednak za kilka lat będziemy postrzegali obecne wydarzenia jako czas zmian. Każda… Podstawowym kryterium oceny stabilności procesu na kartach XR, XS czy też I-MR jest obserwacja przekroczeń granic kontrolnych (ang. control limits), nazywanych…
Podstawowym kryterium oceny stabilności procesu na kartach XR, XS czy też I-MR jest obserwacja przekroczeń granic kontrolnych (ang. control limits), nazywanych… Jedną z podstawowych zasad, którą stosuję w pracy z zespołami, jest ustalenie, czy pojęcia których używamy, rozumiemy w podobny sposób.…
Jedną z podstawowych zasad, którą stosuję w pracy z zespołami, jest ustalenie, czy pojęcia których używamy, rozumiemy w podobny sposób.… Pojęcia takie jak error-proofing, mistake-proofing czy poka-yoke są powszechnie używane w języku przemysłu motoryzacyjnego. Gdy mowa jest o błędach występujących…
Pojęcia takie jak error-proofing, mistake-proofing czy poka-yoke są powszechnie używane w języku przemysłu motoryzacyjnego. Gdy mowa jest o błędach występujących…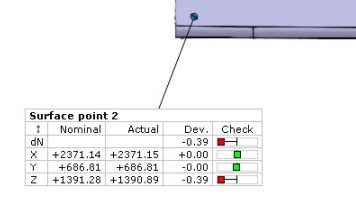 Współrzędnościowa technika pomiarowa, w odniesieniu do tradycyjnych przyrządów pomiarowych zyskuje przede wszystkim dzięki uniwersalności zastosowania oraz wizualizacji wyniku pomiaru. Maszyny…
Współrzędnościowa technika pomiarowa, w odniesieniu do tradycyjnych przyrządów pomiarowych zyskuje przede wszystkim dzięki uniwersalności zastosowania oraz wizualizacji wyniku pomiaru. Maszyny… FMEA (Failure Mode and Effects Analysis) czyli analiza rodzajów błędów oraz ich skutków polega na analitycznym ustalania związków przyczynowo-skutkowych powstawania…
FMEA (Failure Mode and Effects Analysis) czyli analiza rodzajów błędów oraz ich skutków polega na analitycznym ustalania związków przyczynowo-skutkowych powstawania… Temat charakterystyk specjalnych wraca do mnie jak bumerang na każdym szkoleniu. Jest to jeden z tych zwrotów, których wszyscy używają,…
Temat charakterystyk specjalnych wraca do mnie jak bumerang na każdym szkoleniu. Jest to jeden z tych zwrotów, których wszyscy używają,…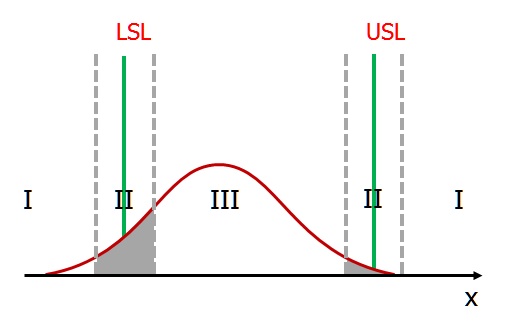 Jednym z celów badań MSA jest wyznaczenie współczynnika %GR&R i porównanie go z kryteriami akceptacji, definiowanymi przez podręcznik AIAG MSA…
Jednym z celów badań MSA jest wyznaczenie współczynnika %GR&R i porównanie go z kryteriami akceptacji, definiowanymi przez podręcznik AIAG MSA… Według wielu publikacji i podręczników dostępnych na rynku audyt produktu stanowi narzędzie do niezależnej oceny wyrobu z punktu widzenia klienta.…
Według wielu publikacji i podręczników dostępnych na rynku audyt produktu stanowi narzędzie do niezależnej oceny wyrobu z punktu widzenia klienta.…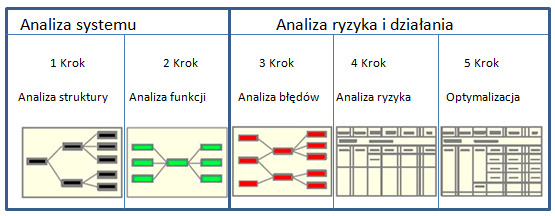 Po rewolucji związanej z audytami przejścia na IATF 16949:2016, w branży motoryzacyjnej szykuje się kolejne BUMM, którym będzie połączenie dotychczas…
Po rewolucji związanej z audytami przejścia na IATF 16949:2016, w branży motoryzacyjnej szykuje się kolejne BUMM, którym będzie połączenie dotychczas…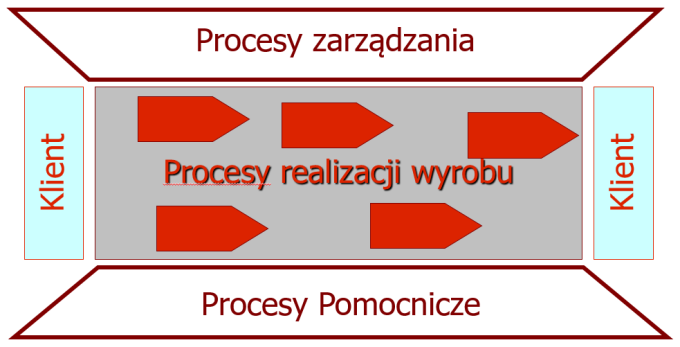 Ze względu na duże zainteresowanie poprzednim artykułem z tej tematyki oraz uwzględniając fakt, że w nowym standardzie IATF 16949 wprowadzono dość istotne…
Ze względu na duże zainteresowanie poprzednim artykułem z tej tematyki oraz uwzględniając fakt, że w nowym standardzie IATF 16949 wprowadzono dość istotne… Czy analizując rysunki klientów Grupy VW zastanawiałeś się, co oznacza skrót TLD widoczny w tabelce w prawym dolnym rogu? Jeśli…
Czy analizując rysunki klientów Grupy VW zastanawiałeś się, co oznacza skrót TLD widoczny w tabelce w prawym dolnym rogu? Jeśli…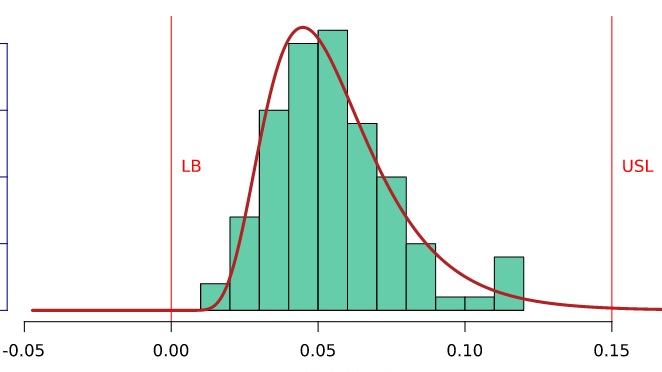 W przemyśle motoryzacyjnym i nie tylko dosyć powszechne jest wyznaczanie zdolności procesowych za pomocą arkuszy kalkulacyjnych. Najczęściej, choć z moich…
W przemyśle motoryzacyjnym i nie tylko dosyć powszechne jest wyznaczanie zdolności procesowych za pomocą arkuszy kalkulacyjnych. Najczęściej, choć z moich… W życiu tak dużo tracimy, marnotrawimy… Tracimy czas (zasób nieodnawialny), pieniądze, inne zasoby materialne, przyjaciół… A przecież wcale tak nie…
W życiu tak dużo tracimy, marnotrawimy… Tracimy czas (zasób nieodnawialny), pieniądze, inne zasoby materialne, przyjaciół… A przecież wcale tak nie… Nowe wydanie normy dla motoryzacji IATF16949:2016 w znaczący sposób zmienia podejście do kompetencji audytorów wewnętrznych. Wymagania te zostały opisane w…
Nowe wydanie normy dla motoryzacji IATF16949:2016 w znaczący sposób zmienia podejście do kompetencji audytorów wewnętrznych. Wymagania te zostały opisane w… Mówiąc o kartach kontrolnych zwykle mamy na myśli papierowe arkusze, opracowane przed prawie wiekiem przez Waltera A. Shewarta. Jednak mimo upływu…
Mówiąc o kartach kontrolnych zwykle mamy na myśli papierowe arkusze, opracowane przed prawie wiekiem przez Waltera A. Shewarta. Jednak mimo upływu…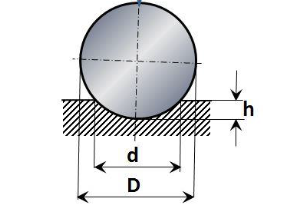 W cyklu produkcyjnym wykonywane są różne czynności kontrolne, począwszy od pomiarów geometrii, przez próby wytrzymałościowe etc. Jednym z takich pomiarów…
W cyklu produkcyjnym wykonywane są różne czynności kontrolne, począwszy od pomiarów geometrii, przez próby wytrzymałościowe etc. Jednym z takich pomiarów…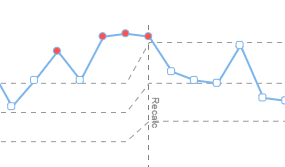 Z powodów historycznych podstawowym narzędziem do gromadzenia danych i rysowania wykresów w koncepcji Shewarta była kartka papieru. Do dzisiaj zresztą…
Z powodów historycznych podstawowym narzędziem do gromadzenia danych i rysowania wykresów w koncepcji Shewarta była kartka papieru. Do dzisiaj zresztą…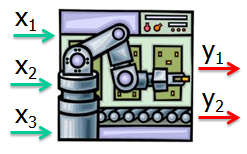 W przemyśle motoryzacyjnym jest stosowanych wiele narzędzi rozwiązywania problemów jakościowych. Każde z nich ma swój najlepszy obszar zastosowań. Występują również zróżnicowane…
W przemyśle motoryzacyjnym jest stosowanych wiele narzędzi rozwiązywania problemów jakościowych. Każde z nich ma swój najlepszy obszar zastosowań. Występują również zróżnicowane…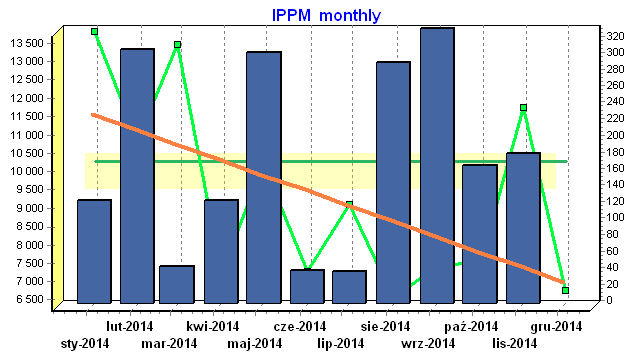 Dzieląc się swoimi kilkunastoletnimi doświadczeniami audytorskimi mogę śmiało stwierdzić, że przegląd zarządzania, który w zamierzeniach twórców normy powinien być kluczowym…
Dzieląc się swoimi kilkunastoletnimi doświadczeniami audytorskimi mogę śmiało stwierdzić, że przegląd zarządzania, który w zamierzeniach twórców normy powinien być kluczowym… Statystyczne sterowanie procesem nie może ograniczać się do jednorazowej oceny jego zdolności na początku produkcji seryjnej (co niestety często ma…
Statystyczne sterowanie procesem nie może ograniczać się do jednorazowej oceny jego zdolności na początku produkcji seryjnej (co niestety często ma… Bez względu na pochodzenie takiej maszyny należy ją, tak jak każde inne wyposażenie biorące udział w procesach pomiarowych, nadzorować. Wynika…
Bez względu na pochodzenie takiej maszyny należy ją, tak jak każde inne wyposażenie biorące udział w procesach pomiarowych, nadzorować. Wynika… Celem analizy Gage R&R (GRR) jest poznanie zmienności systemu pomiarowego w stosunku do tolerancji lub do zmienności procesu. Innymi słowy,…
Celem analizy Gage R&R (GRR) jest poznanie zmienności systemu pomiarowego w stosunku do tolerancji lub do zmienności procesu. Innymi słowy,… Każda organizacja posiadająca certyfikat ISO/TS 16949 powinna określić rodzaje monitorowania i pomiarów, które będzie realizować, a także zdefiniować odpowiednie wyposażenie,…
Każda organizacja posiadająca certyfikat ISO/TS 16949 powinna określić rodzaje monitorowania i pomiarów, które będzie realizować, a także zdefiniować odpowiednie wyposażenie,…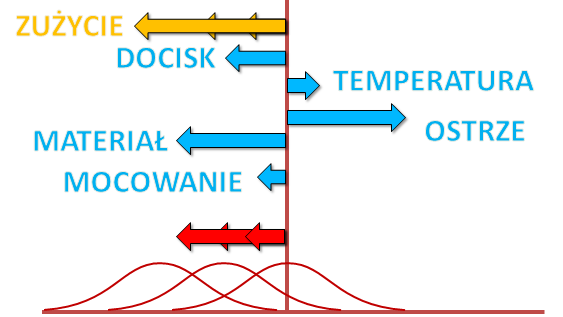 Punkt 8.1.2 specyfikacji ISO/TS 16949 spędza sen z oczu wielu menadżerom. Zgodnie z zawartym tam sformułowaniem, które w wolnym tłumaczeniu brzmi:…
Punkt 8.1.2 specyfikacji ISO/TS 16949 spędza sen z oczu wielu menadżerom. Zgodnie z zawartym tam sformułowaniem, które w wolnym tłumaczeniu brzmi:…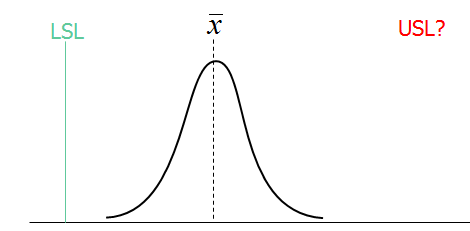 Zasady wyznaczania współczynników zdolności i wydajności procesu (Pp, Ppk oraz Cp, Cpk) w przypadku charakterystyk o dwustronnych granicach specyfikacji jest…
Zasady wyznaczania współczynników zdolności i wydajności procesu (Pp, Ppk oraz Cp, Cpk) w przypadku charakterystyk o dwustronnych granicach specyfikacji jest… Jednym z najważniejszych aspektów związanych ze statystycznym sterowaniem procesami (SPC) jest konieczność wyznaczania współczynników zdolności. Współczynniki te są pogrupowane parami –…
Jednym z najważniejszych aspektów związanych ze statystycznym sterowaniem procesami (SPC) jest konieczność wyznaczania współczynników zdolności. Współczynniki te są pogrupowane parami –… Dostawcy motoryzacyjni produkujący dla grupy VW w minionym roku coraz częściej zaczęli otrzymywać list o konieczności powołania tzw. pełnomocnika do…
Dostawcy motoryzacyjni produkujący dla grupy VW w minionym roku coraz częściej zaczęli otrzymywać list o konieczności powołania tzw. pełnomocnika do… Wymagania specyficzne klientów, zwane popularnie CSR-ami są utrapieniem wielu firm motoryzacyjnych, zwłaszcza współpracujących z klientami OEM (producentami samochodów) z różnych…
Wymagania specyficzne klientów, zwane popularnie CSR-ami są utrapieniem wielu firm motoryzacyjnych, zwłaszcza współpracujących z klientami OEM (producentami samochodów) z różnych… Wśród naszych klientów często powtarza się pytanie, które w skrócie można by sformułować:czy punkt 8.1.1 z specyfikacji ISO/TS 16949 należy…
Wśród naszych klientów często powtarza się pytanie, które w skrócie można by sformułować:czy punkt 8.1.1 z specyfikacji ISO/TS 16949 należy…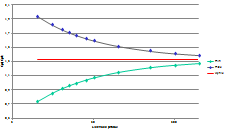 „Jak duża musi być próbka, aby ocenić zdolność procesu?” Ta kwestia nieustannie jest podnoszona przez uczestników szkoleń z SPC oraz…
„Jak duża musi być próbka, aby ocenić zdolność procesu?” Ta kwestia nieustannie jest podnoszona przez uczestników szkoleń z SPC oraz… Analiza systemu pomiarowego dla cech ciągłych jest tematem dosyć dobrze zidentyfikowanym i utrwalonym w systemach zarządzania jakością. W przypadku systemów…
Analiza systemu pomiarowego dla cech ciągłych jest tematem dosyć dobrze zidentyfikowanym i utrwalonym w systemach zarządzania jakością. W przypadku systemów…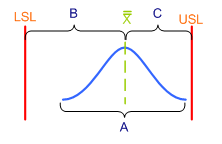 Potrzeba badania współczynników zdolności procesu jest w przemyśle motoryzacyjnym powszechnie znana. Typowym wymaganiem klienta jest, aby dostawca osiągał pewne minimalne poziomy zdolności procesu…
Potrzeba badania współczynników zdolności procesu jest w przemyśle motoryzacyjnym powszechnie znana. Typowym wymaganiem klienta jest, aby dostawca osiągał pewne minimalne poziomy zdolności procesu… Minęło już kilka lat odkąd napisałam swój pierwszy artykuł związany ze specyficznymi wymaganiami klientów, zatytułowany Nie taki klient straszny jak…
Minęło już kilka lat odkąd napisałam swój pierwszy artykuł związany ze specyficznymi wymaganiami klientów, zatytułowany Nie taki klient straszny jak… O czym myślisz kiedy kierujesz samochodem? Czy przez cały czas jesteś skupiony na prowadzeniu samochodu i bacznie zwracasz uwagę na…
O czym myślisz kiedy kierujesz samochodem? Czy przez cały czas jesteś skupiony na prowadzeniu samochodu i bacznie zwracasz uwagę na… Jednym z podstawowych kryteriów doboru sprzętu pomiarowego do mierzonej charakterystyki jest stosowanie zasady „1 do 10”. Stwierdza ona, że rozdzielczość…
Jednym z podstawowych kryteriów doboru sprzętu pomiarowego do mierzonej charakterystyki jest stosowanie zasady „1 do 10”. Stwierdza ona, że rozdzielczość… Wielu z nas, po ciężko przepracowanym tygodniu szuka spokoju i wyciszenia od problemów w pracy i życiu codziennym. Wsiadamy w…
Wielu z nas, po ciężko przepracowanym tygodniu szuka spokoju i wyciszenia od problemów w pracy i życiu codziennym. Wsiadamy w… Wraz ze wzrostem wymagań klientów wobec swoich dostawców, rosną także oczekiwania pracodawców w stosunku do kwalifikacji pracowników. Z drugiej strony,…
Wraz ze wzrostem wymagań klientów wobec swoich dostawców, rosną także oczekiwania pracodawców w stosunku do kwalifikacji pracowników. Z drugiej strony,… Z podejściem procesowym jest trochę tak jak z czarnymi dziurami. Wszyscy wiedzą, że istnieją, nikt ich jednak nie widział na…
Z podejściem procesowym jest trochę tak jak z czarnymi dziurami. Wszyscy wiedzą, że istnieją, nikt ich jednak nie widział na… Opis problemu, w metodyce Global 8D zwykle realizowany w kroku 2, jest jednym z kluczowych etapów w procesie rozwiązywania problemów.…
Opis problemu, w metodyce Global 8D zwykle realizowany w kroku 2, jest jednym z kluczowych etapów w procesie rozwiązywania problemów.… Analiza systemów pomiarowych MSA (ang. Measurement System Analysis) to dziedzina zajmująca się systemami pomiarowymi. Kluczową kwestią jest zauważenie faktu, że…
Analiza systemów pomiarowych MSA (ang. Measurement System Analysis) to dziedzina zajmująca się systemami pomiarowymi. Kluczową kwestią jest zauważenie faktu, że… Twoja organizacja właśnie otrzymała List Nominacyjny świadczący o wyborze jej do współpracy przy nowym projekcie. Ty – jako jedna z…
Twoja organizacja właśnie otrzymała List Nominacyjny świadczący o wyborze jej do współpracy przy nowym projekcie. Ty – jako jedna z…