



Szkolenia otwarte
Doświadczeni trenerzy, wieloletni praktycy z różnych branż przemysłu, efektywne techniki szkoleniowe zapewniające najwyższą jakość przekazu.
Szkolenia zamknięte
Szeroka oferta tematów związanych z zarządzaniem jakością, środowiskiem i bezpieczeństwem. Zakresy dostosowywane do indywidualnych potrzeb. Praktyczna nauka specjalistycznych narzędzi oraz specyficznych wymagań klientów.
Doradztwo
Wdrażanie i doskonalenie systemów zarządzania. Wytyczanie nowych kierunków rozwoju. Wskazywanie obszarów wymagających poprawy wraz z propozycjami rozwiązań opartymi na najlepszych praktykach w branży.
Oprogramowanie
i narzędzia online
Autorskie rozwiązania budowane w oparciu o praktyczne potrzeby firm. Narzędzia analizy danych, przyspieszające procesy decyzyjne i zwiększające ich efektywność.
Artykuły i publikacje
- Znaczenie poprawności modelu rozkładu statystycznego w wysoko zdolnych procesach
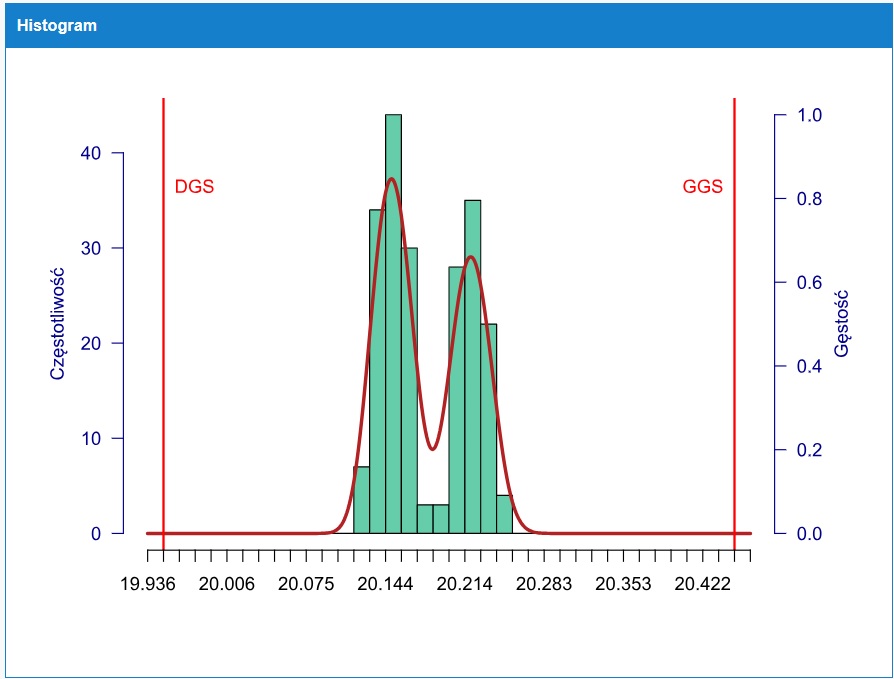 Czy właściwy dobór modelu rozkładu statystycznego w procesie o wysokiej zdolności ma znaczenie z punktu widzenia oceny ryzyka w procesie produkcyjnym? Przedstawiamy kilka praktycznych wskazówek.
Czy właściwy dobór modelu rozkładu statystycznego w procesie o wysokiej zdolności ma znaczenie z punktu widzenia oceny ryzyka w procesie produkcyjnym? Przedstawiamy kilka praktycznych wskazówek. - Czym się różni VDA5 i jakie są konsekwencje jego wdrożenia?
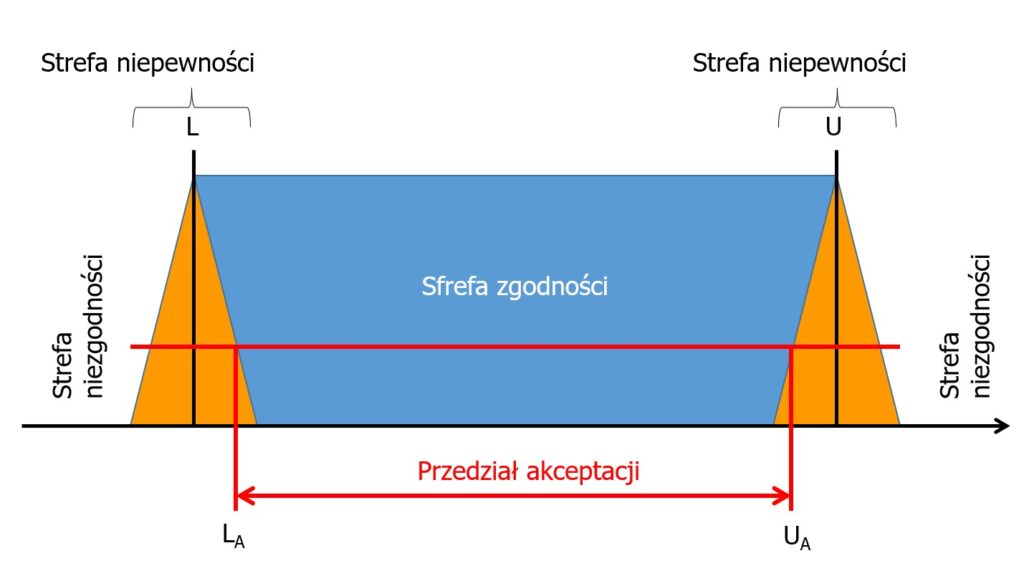 Wszystkich spieszących pisać komentarz, jakiż to niegramatyczny tytuł, uprzedzam, że jest on nawiązaniem do abstrakcyjnego żartu zaczynającego się pytaniem „czym…
Wszystkich spieszących pisać komentarz, jakiż to niegramatyczny tytuł, uprzedzam, że jest on nawiązaniem do abstrakcyjnego żartu zaczynającego się pytaniem „czym… - Audytowanie analizy PFMEA w praktyce
 Zagadnienie audytowania jakiegokolwiek procesu lub dokumentu jest zwykle bardzo obszerne i skomplikowane, nie jest to coś, czego można nauczyć się…
Zagadnienie audytowania jakiegokolwiek procesu lub dokumentu jest zwykle bardzo obszerne i skomplikowane, nie jest to coś, czego można nauczyć się… - Gra w „Monopoly” a cele organizacji
 Czy graliście kiedyś w „Monopoly”? Czy wiecie, że gra w nią świetnie oddaje różnicę pomiędzy „Róbmy Pieniądze” a „Weźmy Wypłatę”?…
Czy graliście kiedyś w „Monopoly”? Czy wiecie, że gra w nią świetnie oddaje różnicę pomiędzy „Róbmy Pieniądze” a „Weźmy Wypłatę”?… - Czego zarządzający mogą się nauczyć z eksperymentu w Robber’s Cave?
 Przeczytałem ostatnio książkę Alana Portera „Psychologia” i znalazłem w niej opis jednego z eksperymentów psychologicznych, który przypomniał mi sytuacje spotykane…
Przeczytałem ostatnio książkę Alana Portera „Psychologia” i znalazłem w niej opis jednego z eksperymentów psychologicznych, który przypomniał mi sytuacje spotykane… - Zdolność krótkoterminowa czy długoterminowa?
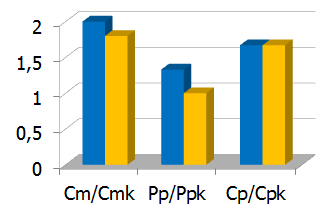 Praktycznie każdy dostawca w przemyśle motoryzacyjnym wyznacza wskaźnikami zdolności, a całkiem spora grupa rozumie skąd się biorą i co oznaczają.…
Praktycznie każdy dostawca w przemyśle motoryzacyjnym wyznacza wskaźnikami zdolności, a całkiem spora grupa rozumie skąd się biorą i co oznaczają.… - Czym jest analiza FMEA?
 Analiza ryzyka staje się coraz powszechniej stosowanym narzędziem w systemach zarządzania jakością. Dobrze przeprowadzona i utrzymywana pozwala zminimalizować koszty złej…
Analiza ryzyka staje się coraz powszechniej stosowanym narzędziem w systemach zarządzania jakością. Dobrze przeprowadzona i utrzymywana pozwala zminimalizować koszty złej… - Praktyczne aspekty wdrożenia systemu IATF 16949:2016
 Bogacenie się społeczeństw, technicyzacja, automatyzacja i komputeryzacja wywołują gwałtowny skok z jednej strony produktywności z drugiej zaś potrzeby nowego spojrzenia…
Bogacenie się społeczeństw, technicyzacja, automatyzacja i komputeryzacja wywołują gwałtowny skok z jednej strony produktywności z drugiej zaś potrzeby nowego spojrzenia…
Klienci
Producenci finalni





Producenci komponentów





Do pobrania
Na prośbę uczestników naszych szkoleń udostępniamy wersje elektroniczne formularzy i narzędzi wykorzystywanych przez trenerów w trakcie zajęć. Zapraszamy do pobierania udostępnionych plików i jednocześnie zachęcamy do dzielenia się własnymi rozwiązaniami. Pliki są dostępne dla zarejestrowanych użytkowników.
Rejestracja i pobieranie plików są całkowicie bezpłatne.
O nas

SZKOLENIA | DORADZTWO | OPROGRAMOWANIE
O nas
21
lat doświadczeń
29 000
przeszkolonych pracowników
z ponad
1100
firm

Przedsiębiorca uzyskał subwencję finansową w ramach programu rządowego „Tarcza Finansowa 2.0 Polskiego Funduszu Rozwoju dla Mikro, Małych i Średnich Firm” udzieloną przez PFR SA
Kontakt
Grupa Doradztwa Kreatywnego PRONOST Sp. z o.o.
Kontakt
+48 33 8580803
biuro@pronost.pl
![]()
![]()
Dział obsługi klienta
Lidia Joniec
+48 33 8580803
ljoniec@pronost.pl
Biuro (adres)
do korespondencji
43-400 Cieszyn
ul. 3 Maja 19
siedziba
43-400 Cieszyn
ul. Jastrzębia 39a
Dział oprogramowania
Piotr Stokłosa
pstoklosa@pronost.pl
+48 502 260240
Rafał Pajdzik
rpajdzik@pronost.pl
+48 33 8580803
REGON: 240071190
KRS: 0000237023
DUNS: 522582527
Kapitał założycielski w całości: 50 000 PLN
Rachunek Bankowy: 11 8113 0007 2001 0004 4147 0001
SWIFT kod: POLUPLPR
Rejestr Instytucji Szkoleniowych woj. śląskiego: 2.24/00180/2007