




Zdolność krótkoterminowa czy długoterminowa?
Praktycznie każdy dostawca w przemyśle motoryzacyjnym wyznacza wskaźnikami zdolności, a całkiem spora grupa rozumie skąd się biorą i co oznaczają.…
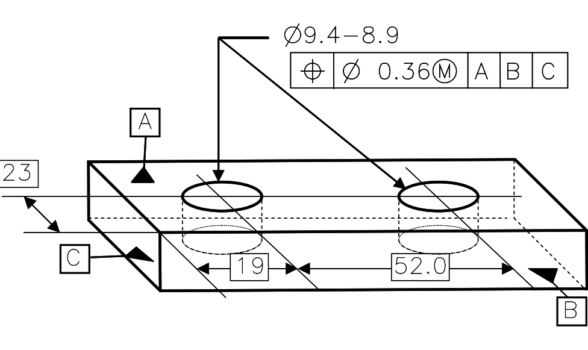
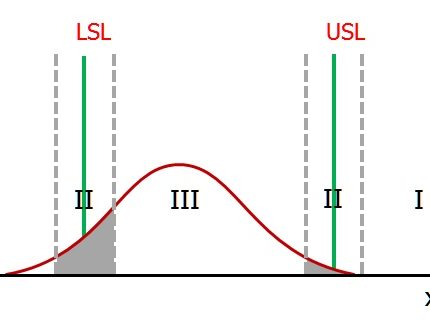
Zmienny przedział tolerancji a zdolność procesu
Firmy TorqSmooth Transmissions oraz Aluminium Parts toczą spór w kwestii reklamacji jakościowych dotyczących pierwszej wyprodukowanej partii wyrobów, będących korpusami mechanizmu różnicowego AWD nowej przekładni…
Wiedza na kartki – konsultacje online
Rok 2020 wydaje się nam dzisiaj czasem niepewności. Jednak za kilka lat będziemy postrzegali obecne wydarzenia jako czas zmian. Każda…

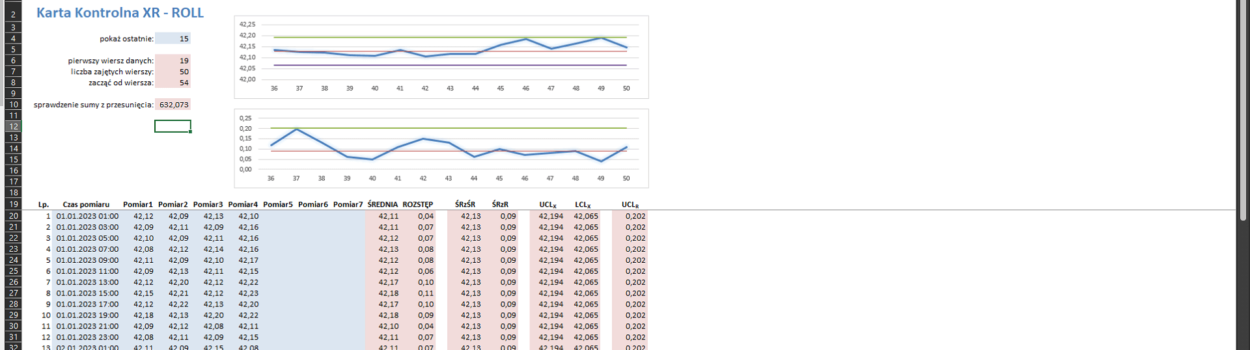
Stosowanie zalecanych granic kontrolnych na kartach SPC w wysoko zdolnych procesach
Podstawowym kryterium oceny stabilności procesu na kartach XR, XS czy też I-MR jest obserwacja przekroczeń granic kontrolnych (ang. control limits), nazywanych…
Interpretacja współczynnika %GR&R w odniesieniu do zmienności pomiaru i przedziału tolerancji
Jednym z celów badań MSA jest wyznaczenie współczynnika %GR&R i porównanie go z kryteriami akceptacji, definiowanymi przez podręcznik AIAG MSA…
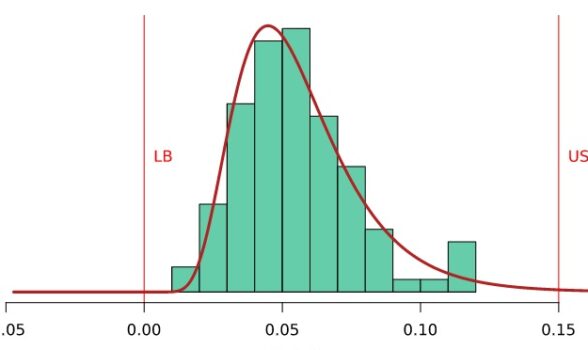
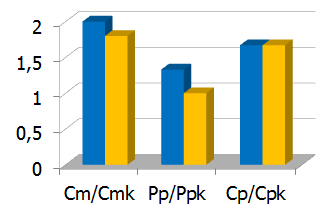
Zdolności i wydajność procesu a model rozkładu statystycznego
W przemyśle motoryzacyjnym i nie tylko dosyć powszechne jest wyznaczanie zdolności procesowych za pomocą arkuszy kalkulacyjnych. Najczęściej, choć z moich…