



Zasady wyznaczania współczynników zdolności i wydajności procesu (Pp, Ppk oraz Cp, Cpk) w przypadku charakterystyk o dwustronnych granicach specyfikacji jest dobrze znana i rozumiana w większości firm. Często jednak można spotkać się z niewłaściwym postępowaniem, gdy zdefiniowana jest tylko jedna granica.
Typowym przypadkiem mogą być charakterystyki wytrzymałościowe, na przykład siła zrywania, dla których zwykle określa się tylko jedną, minimalną dopuszczalną wartość. Podobną sytuację mamy w przypadku granic z tzw. granicą fizyczną – dotyczy to w szczególności charakterystyk geometrycznych (np. płaskość, bicie, równoległoć) dla których zerowa odchyłka jest stanem idealnym a wartości ujemne nie mogą się pojawić.
UWAGA: W tym artykule pominięto ogólne zasady wyznaczania wspomnianych współczynników. Jeżeli chcesz poznać zasady obliczania współczynników zdolności dla granic dwustronnych, zacznij od lektury artykułu Interpretacja współczynników zdolności procesu Cp i Cpk.
Podstawowy problem związany z wyznaczeniem współczynników zdolności dla granic jednostronnych ujawnia się od razu po spojrzeniu na wzory. Aby wyliczyć Cp lub Pp, charakterystyka musi mieć dwie granice specyfikacji. Analogicznie, we wzorach na Cpk i Ppk również potrzebujemy dwóch granic, aby wyznaczyć obie składowe dla lewej i prawej części rozkładu (współczynniki Cpl/Ppl lub Cpu/Ppu). Brakujące wartości w poniższych wzorach zostały przekreślone: \(\newcommand{\Cancel}[2][black]{{\color{#1}\cancel{\color{black}#2}}}\)
| $$Cp, Pp = \frac{\Cancel[red]{USL} – LSL}{6 \cdot s}\tag{1}$$ | $$Cp_k, Pp_k = \text{min}\Big\{\frac{\Cancel[red]{USL} – {\bar{\bar x}}}{6 \cdot s};\frac{{\bar{\bar x}}-LSL}{6 \cdot s}\Big\}\tag{2}$$ |
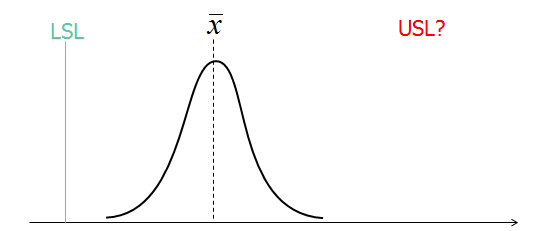
Załóżmy, że rozpatrujemy przypadek siły zrywania spawu łączącego dwa komponenty stalowe. Dla tej charakterystyki zdefiniowano dolną granicę specyfikacji LSL=9kN. Górna granica nie jest podana, nie można więc wyznaczyć wartości licznika we wzorze (1).
Skoro jednak klient w swoich wymaganiach oczekuje wyznaczenia obu współczynników, „nie wypada” go pytać, czy można pominąć jeden z nich. W końcu jednym z głównych celów dostawców jest spełnienie oczekiwań klienta (nawet tych niemożliwych). W rezultacie często zdarza się, że na potrzeby wyliczenia współczynnika Cp (i każdego innego bez indeksu k) sztucznie „wymyśla się” drugą granicę. Spotkałem się z dwoma podejściami. Jedno, uproszczone, ogranicza się do arbitralnego wskazania jakieś bezpiecznej wartości, której badana charakterystyka na pewno nie przekroczy. Drugie, bardziej wyszukane, polega na wyznaczeniu średniej dla obserwowanego procesu i „odbiciu” pierwszej granicy symetrycznie względem średniej, dzięki czemu proces będzie idealnie „wyśrodkowany”.
Proszę wybaczyć nadmiar cudzysłowów w powyższym akapicie, ale zastosowałem ich tyle, żeby wyraźnie odciąć się od obu koncepcji, ponieważ każda jest błędna. Jedynym poprawnym postępowaniem w przypadku granic jednostronnych jest rezygnacja z wyznaczania współczynników bez indeksu k (Cp, Cm, Pp) i ograniczenie się do wyznaczenia współczynnika z indeksem k (czyli Cmk, Ppk i Cpk).
Krótko mówiąc, w przypadku braku jednej z granic specyfikacji nie wyznaczamy wartości dla tych wzorów, w których występuje brakująca granica (a więc dla wzoru na Cp oraz jednego z wzorów składowych dla Cpk). Aby to jeszcze lepiej wyjaśnić, wróćmy do powyższego przykładu siły zrywania. Ponieważ brak górnej granicy specyfikacji (USL), nie można wyznaczyć współczynnika Cp ani też obliczyć pierwszego składnika w nawiasie klamrowym we wzorze (2), czyli współczynnika Cpu. Z tego względu Cpk automatycznie staje się równe drugiemu składnikowi, w którym od średniej zostaje odjęta wartość LSL, czyli współczynnikowi Cpl. Wszelkie inne rozwiązania, polegające na sztucznym generowaniu brakującej granicy specyfikacji są błędne.
Bibliografia
[1] Statistical Process Control, AIAG, 2005