



Praktycznie każdy dostawca w przemyśle motoryzacyjnym wyznacza wskaźnikami zdolności, a całkiem spora grupa rozumie skąd się biorą i co oznaczają. Powszechnie wiadomo również, że należy je monitorować dla charakterystyk specjalnych, co wynika bezpośrednio z normy ISO/TS 16949 oraz specyficznych wymagań klientów. Jednak gdy w odniesieniu do poszczególnych współczynników zaczyna się używać określeń „zdolność krótkoterminowa” lub „zdolność długoterminowa”, pojawiają się wątpliwości. Nic w tym dziwnego, uwzględniając fakt, że interpretacje poszczególnych klientów znacząco różnią się od siebie.
| ? | Zanim będziesz kontynuować, czy czytałeś już: Interpretacja współczynników zdolności procesu Cp i Cpk Porównanie współczynników zdolności Cp/Cpk oraz Pp/Pk |
Rozbieżności są szczególnie widoczne, gdy zestawimy wymagania rynku amerykańskiego, obejmującego grupę klientów związanych z Automotive Industry Action Group (AIAG) i sformułowane w podręczniku SPC [1], oraz oczekiwania rynku niemieckiego opisane w dokumentach VDA [2], [9] a także w wymaganiach specyficznych klientów związanych z grupą VW a opartych na normach VW 10130 [3] oraz VW 10131 [4]. Co więcej u niektórych klientów (np. BMW, Mercedes-Benz, Fiat), choć w ich wymaganiach brak powoływania się na normy VDA lub VW, również występują rozwiązania zaadoptowane z wymagań niemieckich, co prowadzi do powstawania hybryd łączących oba podejścia.
Zdolność maszyny, krótkoterminowa zdolność maszyny, czy może krótkoterminowa zdolność procesu?
Pierwsza niejednoznaczność dotyczy pary współczynników Cm/Cmk. Uważny czytelnik podręcznika SPC [1] zauważy, że te współczynniki w ogóle w nim nie występują. Autorzy tego podręcznika posługują się jedynie współczynnikami Pp/Ppk oraz Cp/Cpk. W konsekwencji brak Cm/Cmk dostrzeżemy również w wymaganiach specyficznych takich klientów jak Ford [7] czy GM [8].
Sprawy nie ułatwia fakt, że w wymaganiach rynku niemieckiego oraz pokrewnych Cm/Cmk nazywane są zdolnością maszyny [3] (ang. machine capability) ale również krótkoterminową zdolnością procesu [10] (ang. short-term process capability). Zwłaszcza to ostatnie określenie wprowadza sporo zamieszania, bo wielu innych klientów przez zdolność krótkoterminową rozumie czasami Pp/Ppk, a czasami Cp/Cpk.
Krótko mówiąc, pojęcie zdolności krótkoterminowej w zależności od wymagań klientów bywa przypisywane każdej z trzech wymienionych par. Nie należy też oczekiwać, że w najbliższej przyszłości ta terminologia zostanie ujednolicona, pozostaje więc wczytywać się w CSR-y klientów i tam doszukiwać się interpretacji.
Czy Pp/Ppk to zdolność długo- czy krótkoterminowa?
Kolejnymi pojęciami przysparzającymi jeszcze więcej kłopotów są „zdolność krótkoterminowa” i „zdolność długoterminowa”. Dosyć powszechne jest utożsamianie tej pierwszej ze współczynnikami Pp/Ppk a drugiej z Cp/Cpk. Taką terminologię wyprowadza się z faktu, że Pp/Ppk często jest łączone z badaniem zdolności procesu w „krótkiej” fazie przedseryjnej (i znowu – podejście VDA, ale nie AIAG) natomiast Cp/Cpk powinno być wyznaczone z próbek zbieranych w dłuższym okresie czasu, przy czym „wskazane jest co najmniej 20 dni produkcyjnych” [1]. Co ciekawe, chociaż powyższy cytat pochodzi z amerykańskiego podręcznika, wspomniane podejście jest preferowane przez VDA – w tomie VDA 2 [2] znajdziemy następujące definicje: Cm/Cmk to zdolność krótkoterminowa, Pp/Ppk to zdolność wstępna (ang. preliminary, kolejne pojęcie niespójne z podręcznikiem SPC [1]) natomiast Cp/Cpk to zdolność długoterminowa (ang. long-term).
Spotyka się też podejście odwrotne oparte na rozumowaniu, że ponieważ wartości w podgrupach zbieranych do wyznaczania Cp/Cpk obejmują krótkie odcinki czasu to „obrazują jedynie krótkoterminową zmienność w procesie”[5], a więc należy te wskaźniki nazywać zdolnością krótkoterminową. To samo można wyrazić odnosząc się do metodologii obliczania odchylenia standardowego – „współczynniki Cp/Cpk nazywa się krótkoterminową zdolnością procesu, ponieważ odchylenie standardowe użyte do ich wyznaczenia jest obliczane metodą rozstępów i nie uwzględnia [długoterminowych – P.S.] zmian średniej procesu” [6]. To rozumowanie jest z kolei preferowane przez statystyków związanych ze środowiskiem Six Sigma.
| Producent/ Zrzeszenie |
Cm/Cmk | Pp/Ppk | Cp/Cpk |
| Audi | machine capability | preliminary process capability | long-time process capability |
| BMW | short-term process capability | preliminary process capability | long-term process capability |
| Mercedes-Benz | short-term process capability | brak informacji | long-term process capability |
| GM | nie występuje | process performance | process capability |
| Ford | nie występuje | process capability, process performance |
process capability |
| VDA | short-term process capability | preliminary process capability | long-term process capability |
| VW | machine capability | process capability* | process capability* |
* Brak jednoznacznego rozróżnienia
Które podejście jest właściwe?
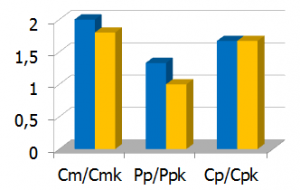
A przynajmniej lepsze? Można na ten temat prowadzić wielogodzinne dyskusje i wytaczać najcięższe działa odwołując się do klasyków przedmiotu. Aby tego uniknąć, najbezpieczniej jest przyjąć terminologię zastosowaną w podręczniku SPC [1]. Wprowadzono w nim pojęcia wydajności procesu (ang. process performance), które powiązano ze współczynnikami Pp/Ppk oraz zdolności procesu (ang. process capability), odnoszącymi się do Cp/Cpk. Posługując się takimi definicjami możemy mówić, że ponieważ Pp/Ppk odzwierciedla zmienność całkowitą (ang. overall), tym samym pokazuje nam rzeczywistą wydajność procesu, czyli „w jaki sposób spełnia on wymagania klienta” [1], natomiast współczynniki Cp/Cpk, oparte na zmienności wewnątrzgrupowej, dają informację o potencjale procesu, który mógłby zostać osiągnięty po jego ustabilizowaniu (wyeliminowaniu przyczyn specjalnych). Od strony liczbowej taki stan wystąpiłby, gdyby doszło do zrównania wartości par Cp/Pp oraz Cpk/Ppk.
Z drugiej strony, w żadnym miejscu podręcznika SPC nie zapisano, że Pp/Ppk to zdolność długoterminowa a Cp/Cpk – krótkoterminowa lub na odwrót. Pojęcie „short-term” w podręczniku pojawia się tylko w kontekście krótkotrwałej zdolności procesu (bez precyzowania, o jakie współczynniki chodzi), natomiast „long-term” występuje zarówno w towarzystwie „capability” jak i „performance”, na przykład w zdaniach: „Gdy zostanie osiągnięty stan statystycznej sterowalności, można oceniać bieżący poziom długoterminowej zdolności procesu (ang. long-term process capability) oraz „Należy kontynuować analizę wydajności długoterminowej (ang. long-term performance)”. Z przedstawionych cytatów wyłania się więc jeszcze jedna sugestia – obie pary współczynników można nazywać długo lub krótkookresowymi a podstawą do użycia tego dopełnienia jest przedział czasu, w jakim obserwujemy proces.
Źródła:
[1] Chrysler, Ford Motor, General Motors Statistical Process Control (SPC), Second Edition, July 2005.
[2] VDA 2, Verband der Automobilindustrie E.V., 2012
[3] VW 10130, Machine Capability Investigation for Measurable Characteristics, Volkswagen AG, 2005
[4] VW 10131, Process Capability Investigation for Measurable Characteristics, Volkswagen AG, 2005
[5] Okland J.S., Statistical Process Control, 5th Edition, Butterworth-Heinemann, Oxford 2003
[6] Six Sigma Glossary, MiC Quality, http://www.micquality.com/
[7] Ford Motor Company Customer-Specific Requirements For use with PPAP 4.0, 2013
[8] GM Customer Specifics – ISO/TS 16949, 2010
[9] VDA 4 Verband der Automobilindustrie E.V., 2005
[10] Supplied Parts Quality Manual, BMW Group, 2008