




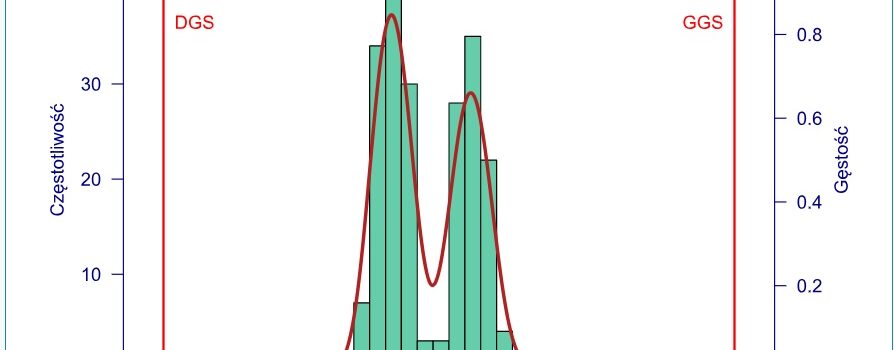
Znaczenie poprawności modelu rozkładu statystycznego w wysoko zdolnych procesach
Czy właściwy dobór modelu rozkładu statystycznego w procesie o wysokiej zdolności ma znaczenie z punktu widzenia oceny ryzyka w procesie produkcyjnym? Przedstawiamy kilka praktycznych wskazówek.
Zdolność krótkoterminowa czy długoterminowa?
Praktycznie każdy dostawca w przemyśle motoryzacyjnym wyznacza wskaźnikami zdolności, a całkiem spora grupa rozumie skąd się biorą i co oznaczają.…

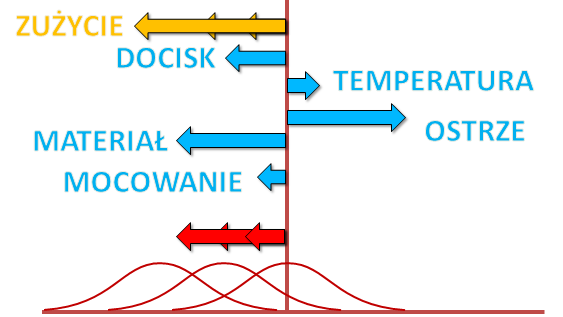
Stosowanie zalecanych granic kontrolnych na kartach SPC w wysoko zdolnych procesach
Podstawowym kryterium oceny stabilności procesu na kartach XR, XS czy też I-MR jest obserwacja przekroczeń granic kontrolnych (ang. control limits), nazywanych…
Karty kontrolne Shewarta – przeżytek, czy narzędzie przyszłości?
Mówiąc o kartach kontrolnych zwykle mamy na myśli papierowe arkusze, opracowane przed prawie wiekiem przez Waltera A. Shewarta. Jednak mimo upływu…
Obliczanie granic interwencji na karcie XR – praktyczne problemy i propozycje rozwiązań
Z powodów historycznych podstawowym narzędziem do gromadzenia danych i rysowania wykresów w koncepcji Shewarta była kartka papieru. Do dzisiaj zresztą…
Znajomość podstawowych pojęć statystycznych w firmie motoryzacyjnej
Punkt 8.1.2 specyfikacji ISO/TS 16949 spędza sen z oczu wielu menadżerom. Zgodnie z zawartym tam sformułowaniem, które w wolnym tłumaczeniu brzmi:…
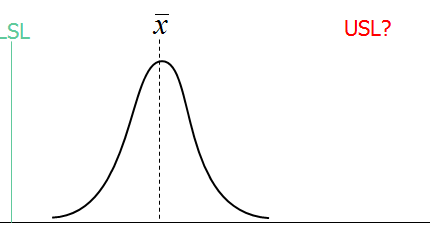
Współczynniki zdolności procesu dla jednostronnych granic specyfikacji
Zasady wyznaczania współczynników zdolności i wydajności procesu (Pp, Ppk oraz Cp, Cpk) w przypadku charakterystyk o dwustronnych granicach specyfikacji jest…
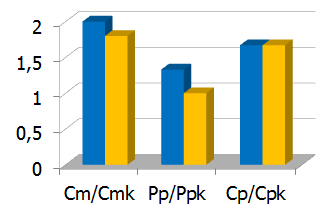
Porównanie współczynników zdolności Cp, Cpk oraz Pp, Ppk
Jednym z najważniejszych aspektów związanych ze statystycznym sterowaniem procesami (SPC) jest konieczność wyznaczania współczynników zdolności. Współczynniki te są pogrupowane parami –…

Statystyczne sterowanie procesem SPC w teorii i praktyce wymagań przemysłu motoryzacyjnego
Wśród naszych klientów często powtarza się pytanie, które w skrócie można by sformułować:czy punkt 8.1.1 z specyfikacji ISO/TS 16949 należy…